





















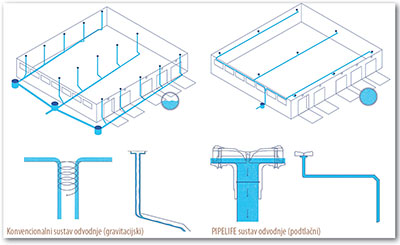
PIPELIFE sustavi podtlačne krovne odvodnje koriste negativni tlak za odvodnju kišnice s visokim brzinama protoka. Sifonski mehanizam sprječava ulazak zraka u sustav te stvara zatvoreni vodeni stupac tijekom odvodnje.
U usporedbi s gravitacijskim sustavima, ovaj način osigurava puno veću brzinu protoka kroz manje promjere cijevi s ciljem brze i učinkovite odvodnje.
Nema potrebe da se cijevi postavljaju s nagibom, čime se osigurava dodatni koristan prostor u objektu.
 Razlika između gravitacijskog i podtlačnog sustava odvodnje
Razlika između gravitacijskog i podtlačnog sustava odvodnje
Za vrijeme najkišnijih perioda naš sustav slivnika odvodi oborinske vode u odvodnu cijev (DN75) protočnim kapacitetom od maksimalno 20 l/s. To nadmašuje standardni protok kroz slivnik do 60% i više je nego dvostruko brži od kapaciteta protoka oborinskih voda kod klasičnog gravitacijskog sustava. Zahvaljujući toj činjenici, PIPELIFE podtlačni sustav zahtijeva manje otvora za odljeve te manje odvodnih cijevi i spojeva na podzemnu mrežu za prihvat oborinskih voda nego što je to slučaj s gravitacijskim sustavima.
Prednosti podtlačne odvodnje oborinske vode
Oslobađa se dodatan prostor za poslovne aktivnosti i arhitektonsko oblikovanje. Umjesto da se cijevi ugrađuju pod nagibom, mogu se položiti paralelno sa stropom, na najvišoj mogućoj razini.
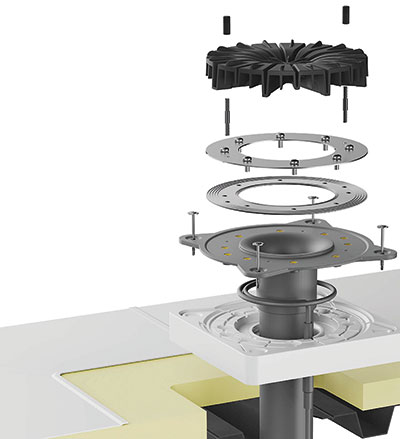
 Skratite vrijeme ugradnje i povećajte pouzdanost sustava unaprijed montiranim krovnim slivnicima. Naši krovni slivnici dostupni su već montirani na pripadajuće cijevi kako bi vam pojednostavili proces ugradnje, uštedjeli vrijeme utrošeno na varenje i osigurali vodootpornost fazonskih komada.
Skratite vrijeme ugradnje i povećajte pouzdanost sustava unaprijed montiranim krovnim slivnicima. Naši krovni slivnici dostupni su već montirani na pripadajuće cijevi kako bi vam pojednostavili proces ugradnje, uštedjeli vrijeme utrošeno na varenje i osigurali vodootpornost fazonskih komada.
Ne trošite vrijeme na održavanje ugradnjom sustava odvodnje koji se sam čisti i lako mu se pristupa. Brzina kojom voda prolazi kroz ovaj sustav odvodnje tolika je da se istovremeno čisti unutrašnjost cijevi. Hvatači lišća jednostavno se skidaju otpuštanjem dvije matice radi brzog čišćenja od lišća i smeća.
Izbjegnite štetne vremenske utjecaje zaštitom od UV zraka i otpornim dizajnom. Hvatači lišća, koji su izloženi na površini, izrađeni su od izdržljive termoplastike koja zadovoljava standarde automobilske industrije, što znači da su otporni na UV zrake, grebanje i udarce. Cijevi za odvodnju ugrađuju se u zatvoreni prostor pa je samim time sustav zaštićen od vanjskih utjecaja, a ujedno ne narušava vizualni dojam fasade.
 Sustav koji je dugotrajan
Sustav koji je dugotrajan
Naši stručnjaci neumorno rade na usavršavanju metoda izrade i materijala za naše proizvode kako bi oni što duže koristili svojoj svrsi. To ne znači samo uštede za naše kupce, već i smanjuje potrošnju sirovina te naš ukupni utjecaj na okoliš. Korisni životni vijek naših podtlačnih sustava odvodnje oborinskih voda duži je od 50 godina.
Ekološki izbor uz pomoć EPD-a
EPD (engl. Environmental Product Declaration) ili Izjava o utjecaju na okoliš sadrži standardizirane podatke o učincima na okoliš koje neki proizvod ima kroz cijeli svoj životni ciklus, a te je podatke verificiralo neovisno tijelo. PIPELIFE je pokrenuo digitalizaciju EPD-ova za svoje proizvode u cilju transparentnosti i pružanja potpune informacije o njihovim učincima na okoliš.
 Ekonomična potrošnja
Ekonomična potrošnja
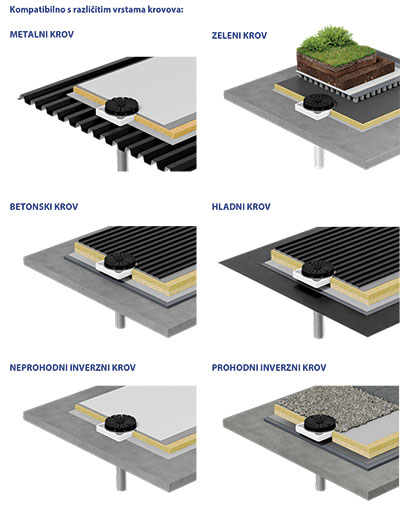
Usredotočeni smo na sustave građenja koji zahtijevaju znatno manje materijala nego standardne metode. Osim toga, PIPELIFE inzistira na zaokruženosti sustava kroz cijeli svoj asortiman proizvoda za odvodnju. Naš podtlačni sustav za oborinske vode je kompatibilan i lako se integrira s našim sustavom za upravljanje oborinama kako bismo mogli ponuditi cjelovito rješenje za odvodnju kišnice.
 Instalacija podtlačnog cijevnog sustva
Instalacija podtlačnog cijevnog sustva
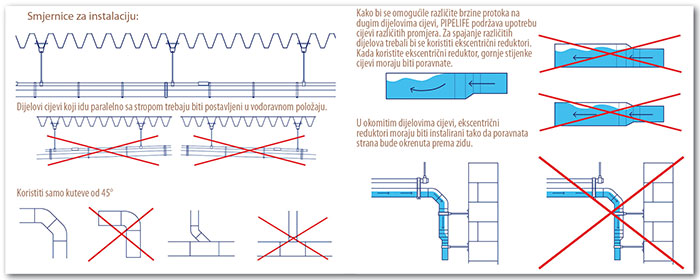
Kako bi se osigurao protok kroz cijeli promjer, bitno je da su cijevi sastavljene u skladu s PIPELIFE smjernicama za projektiranje i konstrukciju. Nepoštivanje ovih smjernica može dovesti do neoptimalnih protoka.
Dijelovi cijevi koji idu paralelno sa stropom trebaju biti postavljeni u vodoravnom položaju.
Spajanje cijevi
Cijevi se spajaju zavarivanjem, pri čemu razlikujemo dvije metode:
SUČEONO ZAVARIVANJE je popularna metoda za montažu spojeva cijevi. Ne preporučuje se sučeono zavarivanje cijevi koje su već u pogonu. Sastoji se od dvije glavne operacije:
- Spojne površine najprije treba zagrijati prešanjem do temperature taljenja pritiskivanjem krajeva cijevi na ploču za zavarivanje.
- Zatim dvije zagrijane površine treba spojiti i držati na mjestu dok se ne ohlade. To se može učiniti ručno za cijevi promjera do 50 mm. Za veće cijevi potreban je aparat za zavarivanje.

Kod ručnog sučeonog zavarivanja preporučuje se koristiti nosače koji će držati krajeve cijevi poravnatim.
Za postizanje kvalitetnog sučeonog zavarenog spoja, trebaju biti ispunjeni sljedeći zahtjevi:
- Površine koje se spajaju moraju biti čiste i bez ulja.
- Obje spojne površine moraju imati isti kemijski sastav.
- Cijevi i/ili spojni dijelovi trebaju imati isti promjer i debljinu.
- U vlažnim, vjetrovitim uvjetima ili uvjetima niske temperature, područje zavarivanja treba pokriti prije zagrijavanja.
- Spojne površine moraju postići zadanu temperaturu (210 °C) prije početka zavarivanja.
- Nakon što započne postupak zavarivanja, spoj ne smije biti podložan nikakvom mehaničkom naprezanju dok se potpuno ne ohladi.
- Kod zavarivanja cijevi velikog promjera potrebno je poravnati cijevi pomoću alata za navođenje.
Kvaliteta sučeono zavarenih spojeva ovisi o znanju i praksi instalatera. Kod sučeonog zavarivanja električnim aparatom za zavarivanje, pripremni koraci (rezanje i skošenje) također se mogu izvršiti pomoću stroja.
ELEKTROFUZIJSKO ZAVARIVANJE
Ovim postupkom se dva kraja cijevi spajaju pomoću dodatnog elementa ali u sastavljenom stanju. Energija potrebna za zavarivanje dovodi se izvana. Naime spojni elementi sadrže elektrootpornu žicu te protokom struje dolazi do njenog zagrijavanja, a time i do taljenja materijala s unutrašnje površine spojnog elementa kao i ma vanjskoj površini cijevi. Stvara se tlak na spojnim površinama te dolazi do fuzije (zavarivanja) rastaljenog materijala spojnog elementa i cijevi. Postupak se odlikuje visokim stupnjem automatizacije i zbog toga se spojni element i cijev moraju nalaziti u točno određenim tolerancijama i prema postojećim normama.
Ovaj način povezivanja može se koristiti za montažne popravke u postojećim sustavima.
Prije zavarivanja, krajevi cijevi i elektrofuzijska čahura trebaju biti na istoj temperaturi kao i okolina; spoj ne smije biti izložen izravnom sunčevom zračenju
- Mogu se koristiti samo aparati za zavarivanje koje je odobrio PIPELIFE.
- Cijevi treba rezati na željenu duljinu neposredno prije zavarivanja, koristeći odgovarajući alat za rezanje (krajevi cijevi bi se mogli skupiti tijekom vremena, što bi dovelo do netočnog zavarivanja).
- Odrezani krajevi cijevi moraju se očistiti i ostrugati prije zavarivanja — najmanje 1 cm duži od dijela cijevi koji će se umetnuti u čahuru. Nestruganje ili neispravno struganje moglo bi spriječiti jednolično vezivanje plastičnih molekula. Treba koristiti samo namjenske alate za struganje.
Zabranjena je uporaba krpe s abrazivnim premazom.
- Zavarivanje elektrofuzijom može se izvoditi na temperaturama okoline između -5 °C i +40 °C.
- Nakon što se uključi, aparat će započeti zavarivanje i proizvesti zvučni signal koji označava svaki dio procesa. Čahure promjera 40–160 mm opremljene su indikatorima koji mijenjaju boju kada se zagrijavaju. Nakon što je zavarivanje uspješno završeno, indikatori će promijeniti boju iz bijele u crnu.
- Vrijeme hlađenja nakon zavarivanja određuje se prema promjeru