





















 Sitna mineralna zrnca kao sastavni dio svakog brusnog alata svojim oštrim bridovima vrše zadaću reznog alata za skidanje strugotine. Zbog sitnoće samih zrnaca moraju i presjeci skidane strugotine biti relativno vrlo sitni. Ovako jako usitnjavanje skidanog materijala nužno je praćeno jakim zagrijavanjem i relativno većim utroškom energije. Treba naglasiti da se brusni alat normalno dosta jako troši, jer zatupjela zrnca tijekom rada neprekidno ispadaju da bi na njihovo mjesto došla nova, oštra zrnca. Rentabilnost rada stoga zahtijeva da se pri brušenju skidaju što tanji površinski slojevi.
Sitna mineralna zrnca kao sastavni dio svakog brusnog alata svojim oštrim bridovima vrše zadaću reznog alata za skidanje strugotine. Zbog sitnoće samih zrnaca moraju i presjeci skidane strugotine biti relativno vrlo sitni. Ovako jako usitnjavanje skidanog materijala nužno je praćeno jakim zagrijavanjem i relativno većim utroškom energije. Treba naglasiti da se brusni alat normalno dosta jako troši, jer zatupjela zrnca tijekom rada neprekidno ispadaju da bi na njihovo mjesto došla nova, oštra zrnca. Rentabilnost rada stoga zahtijeva da se pri brušenju skidaju što tanji površinski slojevi.
Strojno brušenje
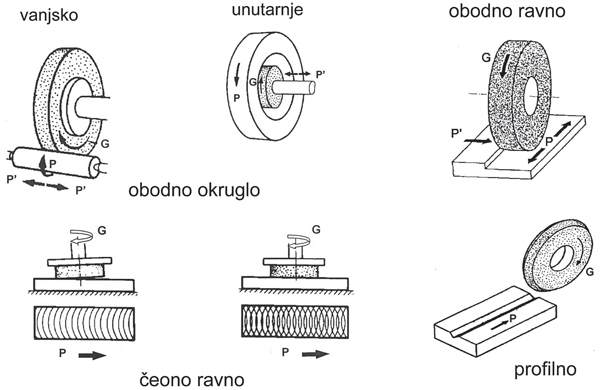
Osnovna podjela postupaka brušenja je na strojno i ručno brušenje, pri čemu se strojno brušenje dijeli ovisno od oblika površine koja se obrađuje:
- brušenje okruglih vanjskih površina
- brušenje okruglih unutarnjih površina
- brušenje ravnih površina
brušenje složenih površina te ovisno o položaju rezne površine brusa prema obratku:
- obodno brušenje – brušenje obodom brusa
- stranično ili čeono brušenje – brušenje stranicom brusa
- profilno brušenje – brušenje površinom brusa složenog oblika
Plošno brušenje
Kod plošnog brušenja glavno radno vreteno može biti smješteno vodoravno ili okomito i obavlja glavno gibanje, dok pomoćna gibanja obavlja radni stol pravocrtno ili kružno. Prema tome se i plošna brušenja dijele na brušenje obodom brusne ploče i brušenje čelom brusne ploče.
Brušenje obodom brusne ploče
Alat (valjkasta brusna ploča) ima glavno kružno gibanje velikog broja okretaja, dok obradak obavlja posmično gibanje male brzine.
Brušenje čelom brusne ploče
Alat je brusna ploča koja je obično šuplja, jer tako postiže veliku brzinu brušenja. Može se postaviti okomito na obradak ili pod nekim kutom. O tome ovise oblici tragova brušenja, dok razmak između tragova ovisi o brzini posmaka.
Kružno brušenje
Kod brušenja obradaka kružnog presjeka razlikuju se u osnovi dvije vrste brušenja: vanjsko i unutarnje.
Vanjsko kružno brušenje
Vanjsko kružno brušenje može biti uzdužno, radijalno (zasječno) i brušenje bez šiljaka.
Kružno vanjsko uzdužno brušenje
Glavno kružno gibanje obavlja alat, dok je posmično gibanje sastavljeno od dva, kružnog koje obavlja obradak i uzdužnog koji mogu obavljati alat ili obradak. Koristi se kod brušenja predmeta kružnih oblika različitih dužina. Alat je kraći od obratka koji se brusi.
Radijalno (zasječno) vanjsko kružno brušenje
Glavno kružno gibanje obavlja alat, dok je posmično gibanje radijalno, tj. prema obratku. Brusna ploča mora biti istih dimenzija kao i obradak ili veća. Nema uzdužnog gibanja, postiže se bolji učinak nego kod kružnog vanjskog uzdužnog brušenja.
Vanjsko kružno brušenje bez šiljaka
 Posebna metoda kružnog brušenja kod kojeg obradak nije stegnut između šiljaka, nego je postavljen samo na potpornu ploču (podupirač) i umetnut između dvije brusne ploče. Jedna od tih ploča je glavna, velike obodne brzine, dok je druga ploča regulacijska (vodeća). Regulacijska ploča ima malu obodnu brzinu i služi za kočenje okretanja obratka do potrebne brzine. Postupak može biti uzdužni (aksijalni) i zasječni (radijalni).
Posebna metoda kružnog brušenja kod kojeg obradak nije stegnut između šiljaka, nego je postavljen samo na potpornu ploču (podupirač) i umetnut između dvije brusne ploče. Jedna od tih ploča je glavna, velike obodne brzine, dok je druga ploča regulacijska (vodeća). Regulacijska ploča ima malu obodnu brzinu i služi za kočenje okretanja obratka do potrebne brzine. Postupak može biti uzdužni (aksijalni) i zasječni (radijalni).
Unutarnje kružno brušenje
Unutarnje kružno brušenje može biti uzdužno, radijalno (zasječno), planetarno i brušenje bez šiljaka.
Kružno unutarnje uzdužno brušenje: kao i kod vanjskog kružnog uzdužnog brušenja, glavno gibanje (kružno) obavlja alat, dok posmična gibanja (kružno i uzdužno) obavljaju alat i obradak. Alat je kraći od obratka koji se brusi.
Radijalno unutarnje kružno brušenje
Glavno kružno gibanje obavlja alat, kao i kod vanjskog radijalnog brušenja. Posmično gibanje koje je samo radijalno, prema obratku, obavlja alat ili obradak. Brusna ploča mora biti istih dimenzija kao i obradak ili veća. Nema uzdužnog gibanja. Brusilice za unutarnja brušenja mogu imati i vretena za čeono brušenje. Kada se moraju brusiti teški, glomazni predmeti, za unutarnje brušenje može se koristiti planetarno brušenje.
Planetarno brušenje
Kod obradaka većih dimenzija i težine, koristi se planetarno unutarnje kružno brušenje. Postupak može biti radijalan ili aksijalan (zasječni ili uzdužni). Alat obavlja glavno kružno gibanje, ali se još os alata rotira po kružnoj putanji. Ovim načinom mogu se brusiti veliki promjeri na teškim predmetima, koji ne obavljanju nikakva pomoćna gibanja.
Unutarnje kružno brušenje bez šiljaka
Posebna metoda kružnog brušenja kod kojeg obradak nije stegnut između šiljaka, nego je postavljen samo na potporne valjke (podupirače) i umetnuta je brusna ploča. Brusna ploča, alat koji je u predmetu, radi glavno gibanje, dok posmak može raditi alat ili obradak. Koristi se kod velikih teških predmeta koje je teško upeti u steznu napravu.
Kružna brušenja ekscentričnih obradaka
Bregaste osovine i koljenaste osovine spadaju među ekscentrične izratke, koji zahtjevaju izrazitu preciznost u kvaliteti materijala i obrade. Brušenje ovakvih obradaka zahtjeva posebne uvjete brušenja. Putanja brusa mora biti jednaka krivulji površine obratka. Alat (brus) mora osim glavne rotacijske brzine gibanja imati dostavno gibanje približavanja i udaljavanja obratku u ovisnosti o kutu zakreta obratka. (npr. krivuljne ploče ili model s ticalom). Moderni oblici strojeva, kod CNC (Computer Numerical Control) upravljanja, moraju imati i C-os za obradu ekscentričnog brušenja.
Profilno brušenje
Profilno brušenje se upotrebljava kao završna obrada kod raznih ižljebljenih vratila. Profil brusne ploče je u zavisnosti s profilom obrađivane površine. Glavno gibanje obavlja brus, a obradak se giba posmičnom pravocrtnom putanjom. U ovu grupu brušenja spadaju i kružna brušenja vratila, brušenja zupčanika, navoja.
Brušenje alata
Posebnu grupu po načinu brušenja čine brusovi za brušenje reznog alata.
Ručno brušenje
Osnova ručnog brušenja je što jednoličnije prelaženje brusnim sredstvom po površini obratka, kako bi se dobila ujednačena površina. Osnovni alat za ručno brušenje je papirnata ili platnena traka na kojoj su nalijepljena brusna zrnca. Osim brusnih traka, brusna zrnca se mogu koristiti na više načina: kao brusna ploča, kao brusni kameni (zrnca sortirana i povezana potrebnim vezivom) i u obliku samih brusnih zrnaca koja se nasipavaju na mjesto obrade. Oblici papirnatih ili platnenih traka su: brusni papir u roli, brusni papir u listovima, brusni papir u trakama, okrugli brusni papiri (fiber diskovi), brusni papir specijalnih oblika (npr. delta brusni papir), brusni papiri u lamelnim pločama. Kako je svojstvo brušenja velika brzina rezanja koju je ručno teško ostvariti, kod ručnog brušenja često se koriste ručni alati s pogonom (bilo električnim, akumulatorskim ili pneumatskim pogonom).
Ručni alat za brušenje brusnim papirom je ručna brusilica ili alat s električnim pogonom – vibracijska (oscilatorska) brusilica. Osovina rotora elektromotora je spojena na ekscentar u radnoj ploči brusilice i time omogućuje brzo titranje radne ploče, na kojoj je učvršćen brusni papir. Ručna električna brusilica s trakom ima dva valjka preko kojih je zategnuta brusna traka. Jedan valjak je pogonski (spojen je s elektromotorom), dok drugi služi za pravilno napinjanje i zatezanje trake. Rotacijske ručne brusilice mogu imati električni ili pneumatski pogon. Brusni papir se učvršćuje vijkom ili se nalijepi na rotacionu ploču „čičkom“. Rotacijska ploča osim kružnog glavnog gibanja može imati i translacijska gibanja (vibrira). Multi brusilice su za brušenje u kutovima i na nepristupačnim mjestima. Kod ovih ručnih brusilica, gibanje alata je vibracija ili oscilacija.
Jedna od najčešćih primjena brusnog alata je oštrenje zatupjelog raznovrsnog ručnog i strojnog alata. U proizvodnji strojeva njegova je najvažnija zadaća visoka kvaliteta obrade, isto kako s gledišta glatkoće površina, tako i s gledišta točnosti dimenzija obrađenih predmeta. Osim toga, često se upotrebljava brusni alat — u obliku tankih okruglih ploča — i za rezanje šipkastog metalnog materijala, zamjenjujući tako, do stanovitih debljina, visokom radnom produktivnošću brusnog alata spori rad raznovrsnih pila. Mineralna se zrnca mogu za brušenje upotrijebiti na više načina: u obliku samih finih zrnaca, sipanih na obrađivane površine, zatim u obliku praška nalijepljenog na papir ili platno, i konačno u obliku raznoliko oblikovanoga brusnog kamenja, sastavljenog od sortiranih zrnaca, povezanih odgovarajućim vezivom.
Za površinsku obradu drveta najčešći je oblik primjene brusni papir ili brusno platno.
Materijali za brušenje (abrazivi)
Od minerala za brusne svrhe traži se općenito dovoljna tvrdoća i žilavost, da bi oštrice zrnca bile upotrebljive kao rezni alat i otporne protiv prečestog loma zbog udarca ili pritiska prilikom obrade. S obzirom na to, za obradu metala najvažniji su ovi materijali:
Korund. Čisti korund je kristalni Al203, tvrdoće iznad 9 po Mohsu i dobre žilavosti. Za svrhe brušenja proizvodi se iz boksita i tada je količina Al2O3 u njemu od 94 do 99,5%, ostalo otpada na Fe2O3, Si02 i TiO2. Kvaliteta korunda kao i njegova boja zavise o čistoći, tj. količini Al203. Čisti korund je bijele do blijedoružičaste boje, dok su ostali, manje čisti, crvenkastomodrikaste do tamnosmeđe boje. Korund je danas jedan od najviše upotrebljavanih materijala za izradu brusnog alata. Karborund je silicijev karbid SiC, dobiven taljenjem smjese kremenog pijeska i koksa u električnim pećima. Tako dobiveni SiC drobi se i usitnjava na zrnca, koja se zatim prosijavanjem sortiraju po veličini. Zbog prisutnih primjesa, boja je ovih kristala zelenkasta do crnkasta. Tvrdoća im je iznad 9. Lomovi kristala daju vrlo oštre i tvrde, ali i dosta krte i lomljive bridove. Zbog toga se karborund upotrebljava najviše za brušenje krtih i tvrdih materijala, kao što su sivi i tvrdi lijev, porculan, staklo, mramor i slično, ali se upotrebljava i za vrlo mekane materijale, kao aluminij, bakar, tvrda guma i fiber. Za brušenje žilavog čeličnog materijala manje je prikladan. Karborund nije tako univerzalno upotrebljiv kao korund, ali po opsegu upotrebe dolazi odmah iza njega.
Dijamant, kristalizirani ugljik, s tvrdoćom 10 u skali Mohsa najtvrđi je od svih poznatih minerala. Tehnički dijamanti koji se upotrebljavaju za brušenje tamne su boje i dijele se u dva kvaliteta: karbon, koji je konglomerat sitnih kristalića dijamanata velike i jednolike tvrdoće, i bort, slabiji ali jeftiniji kvalitet. Dijamant služi kao alat za obradu brusnih kola, obradu tvrdog kamenja, duboka bušenja u rudarstvu i za vrlo finu obradu metala. U obliku finog praha služi za fino poliranje. Od ostalih brusnih materijala mogu se spomenuti šmirak, kvarc, plovučac i staklo. Šmirak je po sastavu korund onečišćen većom količinom magnetita (Fe304), tvrdoće 8 ; služi kao prašak za brušenje i poliranje i za proizvodnju brusnog papira i platna. Kvarc, tvrdoće 7, u obliku brusnog papira služi za brušenje drveta. Plovučac dolazi u prirodi kao produkt vulkanske djelatnosti, porozan staklasti materijal tvrdoće 5—6, služi za fino brušenje drveta i poliranje mekanih metala. Brusni papir za drvo izrađuje se od stakla.
Veziva. Povezivanjem mineralnih zrnaca s pomoću podesnog veziva brašno kamenje dobiva potrebnu mehaničku otpornost. Čvrstoću ove povezanosti treba odabrati tako da zatupjela zrnca uz zadane radne uvjete dovoljno lako ispadaju iz brusa i na površinu dolaze nova oštra zrnca. Razlikujemo keramičko (V), bakelitno (B), (šelakovo E), magnezitno (O), silikatno (S), gumeno (R) i metalno (M) vezivo. Najraširenije je keramičko vezivo, sastavljeno od gline, kaolina i glinenca, koje se uz dodatak vode miješa u određenom postotku s mineralnim zrncima.
Brusni alat s mineralnim vezivom odlikuje se dovoljnom poroznošću, neosjetljiv je na vodu i ulje te se za vrijeme rada može hladiti. Bakelitno vezivo sastoji se redovito od fenolformaldehidnih smola i furfurala (kao plastifikatora). Ovo vezivo daje brusnim pločama stanovitu elastičnost. Ploče s bakelitnim vezivom služe za grube radove kao što je skidanje poruba i čišćenje odljevaka.
 Lako ispadanje zatupjelih zrnaca čini brusni alat s ovim vezivom prikladnim i za vrlo fino brušenje. Bakelitno vezivo dopušta izradu posve tankih ploča koje služe za razrezivanje materijala, s magnezitnim vezivom izrađuju se brusne ploče za brušenje aluminija i cinka. — Silikatno vezivo sastoji se od vodenog stakla i manje količine različitih minerala. Brašno kamenje s ovim vezivom nije dovoljno porozno i ne može se hladiti vodom, stoga služi za suho brušenje. — Gumeno vezivo sastoji se od vulkanizirane prirodne ili sintetske gume uz još neke dodatke i čini brusni alat donekle elastičnim. Hlađenje vodom moguće je, ali bez dodavanja sode ili ulja. Metalno vezivo, sastavljeno od različitih legura, služi za dijamantne bruseve.
Lako ispadanje zatupjelih zrnaca čini brusni alat s ovim vezivom prikladnim i za vrlo fino brušenje. Bakelitno vezivo dopušta izradu posve tankih ploča koje služe za razrezivanje materijala, s magnezitnim vezivom izrađuju se brusne ploče za brušenje aluminija i cinka. — Silikatno vezivo sastoji se od vodenog stakla i manje količine različitih minerala. Brašno kamenje s ovim vezivom nije dovoljno porozno i ne može se hladiti vodom, stoga služi za suho brušenje. — Gumeno vezivo sastoji se od vulkanizirane prirodne ili sintetske gume uz još neke dodatke i čini brusni alat donekle elastičnim. Hlađenje vodom moguće je, ali bez dodavanja sode ili ulja. Metalno vezivo, sastavljeno od različitih legura, služi za dijamantne bruseve.
Oblikovanje brusnog alata vrši se kalupima. Daljnji proces izrade zavisi o vrsti veziva. Formirano brusno kamenje s keramičkim vezivom najprije se brižljivo suši, a zatim peče u pećima. Unutarnji naponi koji pri tom uvijek nastaju rastu s dimenzijama brusne ploče i mogu uzrokovati nevidljive pukotine.
Brusni alat s visokim brojem okretaja treba stoga prije upotrebe ispitati tako da se najmanje 3 minute drži na brojevima okretaja koja će dati za 40—50% veću obodnu brzinu od dopuštene radne brzine. Daljnje se ispitivanje sastoji u provjeravanju izbalansiranosti. Važno je da svako brusno kolo, a pogotovo ako je veće, bude dobro izbalansirano, jer inače dolazi do vibracija brusa, stroja i predmeta, što loše djeluje na točnost obrade i glatkoću obrađene površine.
Označavanje i izbor brusnog alata. Za kvalitetu i upotrebljivost brusne ploče mjerodavni su: vrsta i krupnoća mineralnih zrnaca, vrsta veziva, tvrdoća i poroznost (struktura) ploče. Usvojene oznake za vrstu mineralnih zrnaca su ove: normalni korund čistoće 94—96% označen je sa A, specijalni korund čistoće 98—99,5% sa B, karborund čistoće 99% sa C, a dijamant sa D.
Krupnoća zrnaca N označuje se brojem očica po linearnom inču na standardnom situ kroz koje zrnca upravo još prolaze. Taj se broj kreće od 8 do 600 i iznosi za vrlo gruba zrnca 8—12, gruba 14—24, srednje gruba 30—60, fina 70—120, vrlo fina 150—240 i osobito fina 280—600. Za čišćenje težih odljevaka uzima se krupnoća 12—16, za grubo brušenje ravnih površina metala i kamena 20—24, za kružno i unutarnje brušenje metala i za fino brušenje kamena 30-46, za brušenje finog alata, fino brušenje metala i porculana 46—70, za brušenje stakla i poliranje mramora, za fino brušenje dijelova kugličnih ležajeva i dr. 90…220. Žilavi materijali, koji daju veću strugotinu, zahtijevaju i veće pore za smještanje strugotine, dakle ploče s grubljim zrnom. Krti materijali, koji daju sitniju strugotinu, dopuštaju finije zrno. Što je dulji luk dodira između brusa i predmeta, zrno može biti grublje.
Pri izboru krupnoće mineralnih zrnaca mogu nas rukovoditi ova razmatranja: što više materijala treba brušenjem skinuti i što grublja smije biti izbrušena površina, to krupnije može biti zrno brusne ploče. Fina kvaliteta brušene površine i materijali osjetljivi na zagrijavanje zahtijevaju finije zrno. Sa smanjenjem veličine zrnaca umanjuje se i presjek skidane strugotine, ali zato raste specifična potrošnja rada brušenja u odnosu na krupno zrno.
Fini izbrus može se inače postići i krupnozrnatim brusom ako se odabere ispravna brzina i dovoljno nizak posmak. Suviše krupno zrno nije podesno jer se u brusu slabije drži te lako ispada i u radu se brže lomi i troši nego sitno zrno. Tvrdoća brusne ploče definirana je kao otpor protiv ispadanja zrnaca iz brusa. Ona ovisi o vrsti i količini veziva, o vrsti i krupnoći mineralnih zrnaca, o unutarnjoj poroznosti brusa (strukturi), i o načinu izrade. Za mjerenje tvrdoće nema podesivih metoda. Jednostavan način za kontrolu tvrdoće sastoji se u procjenjivanju pritiska koji je potreban da bi se uvrtavanjem izvijača u brusni kamen odvojila brusna zrnca. Nortonova skala tvrdoće i oznake u ovoj, nešto izmijenjenoj klasifikaciji: vrlo mekana veza: E, F, G; mekana: H, I, J, K; srednja: L, M, N, O; tvrda: P, R, S; vrlo tvrda: T, U, V; osobito tvrda: X, Y, Z.
Pri izboru tvrdoće brusnih ploča treba imati na umu ovo: ako je ploča suviše tvrda, tj. ako je veza čvrsta, zrnca će ispadati iz ploče prekasno, kada su se već suviše zatupjela, tako da će ploča samo pritiskivati i razvijati toplinu trenja. Time raste opasnost od prejakog zagrijavanja brušenog predmeta i pojave finih površinskih pukotina. Mekane ploče lako ispuštaju zrnca, ne griju se, ali se razmjerno brzo troše. Za brušenje materijala osjetljivih na zagrijavanje odabiraju se stoga ploče s mekanom vezom. Nezakaljeni materijali mogu se brusiti tvrđim pločama. Vrlo mekani materijali, kao što su aluminij i neke njegove legure, bruse se mekanim pločama. Za ručno brušenje odabiru se tvrđe ploče nego za strojno brušenje s automatskim posmakom. Što je veća dodirna površina između brusa i predmeta to je mekanija veza. Brušenje utora i oštrih bridova zahtijeva tvrđe ploče.
Previsoke se obodne brzine ne mogu odabrati zbog naprezanja od centrifugalne sile, a ploče s velikim obodnim brzinama djeluju i kao tvrđe jer su sile na zrnca manja i ona teže ispadaju. Preniske obodne brzine nisu prikladne jer je onda rad pojedinih zrnaca veći, strugotina krupnija, površina predmeta hrapavija, a ploče se brže troše.
Rashlađivanje pri brušenju. Kako se relativno visoka specifična potrošnja rada brušenja pretvara u toplinu, potrebno je predvidjeti hlađenje s pomoću prikladne tekućine koja će, osim toga, poslužiti i za odvod strugotine, a pri finoj obradi dat će i bolju glatkoću površine. Za čelik se uzima mlaz vode uz dodatak sode ili malo ulja, dok se za aluminij uzima petrolej ili smjesa petroleja i ulja. Količina rashladne tekućine mora biti to veća, što su veće dodirne površine i brzina brusne ploče.
Literatura:
Leksikografski zavod Miroslav Krleža, Tehnička enciklopedija 1971. godina, svezak 1., Alati, str 95-98
Fakultet strojarstva i brodogradnje, Zavod za tehnologiju, Katedra za alatne strojeve, prof.dr.sc. Damir Ciglar: “Postupci završne obrade”
https://hr.wikipedia.org/wiki/Brušenje