










")






")



VAKUUMSKO SUŠENJE
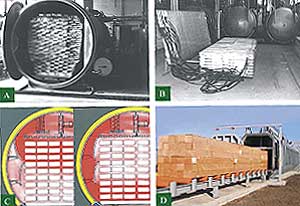
U drvnoj industriji se vakuumska tehnika ne koristi samo kod sušenja drva, već i kod oplemenjivanja, dubinskog bojenja, impregnacije i dimenzijske stabilizacije drva. Kod sušenja drva koriste se pritisci koje ubrajamo i u područje grubog vakuuma (od 2.700 do 10.000 Pascala) i koje je moguće postići hidrauličnim crpkama.
 U usporedbi s industrijskim, najraširenijim konvekcijsko – komornim sušenjem na normalnoj temperaturi uz djelomičnu izmjenu zraka, vakuumsko sušenje ima dvije značajne prednosti:
U usporedbi s industrijskim, najraširenijim konvekcijsko – komornim sušenjem na normalnoj temperaturi uz djelomičnu izmjenu zraka, vakuumsko sušenje ima dvije značajne prednosti:
- sušenje se odvija na nižim i zato blažim temperaturama , dok se drvo suši uz unutarnje isparavanje, što je važno posebno za vrste drva osjetljive na temperaturu i boje;
- podtlak dobro utječe na protok (pospješeno kretanje vodene pare kroz poroznu kapilarnu strukturu) i povećava potencijale (veća je razlika u tlaku između unutarnjih slojeva i površine drva, kao i između površine drva i okoline).
Glavna poteškoća kod sušenja drva u vakuumu je slaba konvekcija topline i – uslijed nje – otežano zagrijavanje drva. Dosad se koristilo više postupaka koji različito rješavaju pitanje prijenosa topline :
- kontinuirano sušenje u pregrijanoj pari – toplinski prijenos je pospješen većom brzinom kruženja trake; dokle god je drvo još svježe, toplinu prenosi i para koja se kondenzira na drvu i odašilje latentnu toplinu isparavanja;
- kontinuirano sušenje s kontaktnim prijenosom topline – grijaće ploče se zagrijavaju vrućom vodom ili uljem, rjeđe i električnom strujom;
- kontinuirano sušenje sa zagrijavanjem drva s radijacijom ili u dielektričnom polju visoke frekvencije – izvori zračenja ili ploče kondenzatora su namještene u kućištu komore za sušenje;
- diskontinuirano sušenje – izmjenjivanje zagrijavanja uz normalni pritisak i vakuumiranja, kao aktivne faze sušenja u podtlaku .
Sve oblike vakuumskog sušenja uvrštavamo u procese punjenja. S obzirom na stanje vlažnosti drva, projektiraju se programi sušenja sa takvom snagom sušenja koja je ovisna o uravnoteženim odnosima u komori. Uravnotežena vlažnost drva u vakuumu (a isto važi i za visokotemperaturno sušenje pri normalnom pritisku) ovisna je o razlici temperatura između one radne, postignute u komori, i temperature vrelišta, koja odgovara ostvarenom podtlaku .
Uspostavljanje nižeg pritiska u komori za sušenje omogućava da se sušenje odvija na nižim temperaturama. Niži stupanj temperature sušenja omogućava manju uporabu energije za zagrijavanje i pregrijavanje drva i svih naprava, kao i manje gubitke topline u okolicu. Unatoč tome se zbog povišene isparavajuće topline i prije svega povećane potrebe za električnom energijom vakuumsko sušenje ne uvrštava među one energetski najisplativije. Specifična uporaba energije na kilogram izlučene vode je kod kontaktnog vakuumskog sušenja za 35 do 55 posto veća od one u normalnotemperaturnim konvekcijskim komornim sušionicama. Učinkovitost je moguće povećati iskorištavanjem otpadne topline (rekuperacijom), jer su podaci poticajniji: specifična uporaba je manja za 40, pa i do 80 posto.
Usporedba vremena vakuumskog sušenja s vremenom sušenja u konvencionalnim komorama govori u korist vakuumskog sušenja, jer je ono za 30 do 40 posto brže, a kombinirano sa zagrijavanjem u dielektričnom polju visoke frekvencije još i kraće. Posebno se opaža veća prednost kod debljih vrsta osjetljivijih drva, koja prema podacima proizvođača (a oni su iz komercijalnih razloga upitni za praksu) doseže i do pet puta kraća vremena od vremena potrebnog za konvencionalno sušenje.
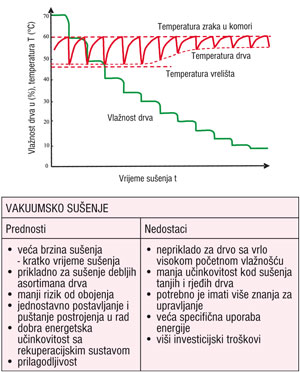 Vakuumsko sušenje je zapravo sušenje u zagrijanoj pari, gdje je radi podtlaka temperatura snižena, zbog čega je i mnogo pouzdanije. To je važno znati kod onih vrsta drva koje ne podnose visoke temperature (javor, hrast …). Prikladno je i za sušenje debljih vrsta (uključujući i konstrukcijsko drvo) te gušće bjelogorice, dok za tanje elemente rjeđih vrsta drva nije ekonomski opravdano. Važno je reći i to, da se sušenje odvija uz znatno smanjenu nazočnost kisika, što opet smanjuje mogućnosti bojenja. U vakuumu se izlučuju i isparivi djelići smole te se ostaci kristaliziraju, a to sprječava kasnije istjecanje smola.
Vakuumsko sušenje je zapravo sušenje u zagrijanoj pari, gdje je radi podtlaka temperatura snižena, zbog čega je i mnogo pouzdanije. To je važno znati kod onih vrsta drva koje ne podnose visoke temperature (javor, hrast …). Prikladno je i za sušenje debljih vrsta (uključujući i konstrukcijsko drvo) te gušće bjelogorice, dok za tanje elemente rjeđih vrsta drva nije ekonomski opravdano. Važno je reći i to, da se sušenje odvija uz znatno smanjenu nazočnost kisika, što opet smanjuje mogućnosti bojenja. U vakuumu se izlučuju i isparivi djelići smole te se ostaci kristaliziraju, a to sprječava kasnije istjecanje smola.
Vremena sušenja su kratka, što omogućava prilagodljivu proizvodnju, posebno zato jer je vakuumsko sušenje prikladno za sve vrste drva. Veliki nedostatak mu je, smijemo li to tako nazvati, mali kapacitet (od 3 do 20 kubičnih metara). Novijom tehnologijom pokušavaju ukloniti ovu manu, pa se već grade komore kapaciteta do 120 kubičnih metara. Dakle, vakuumsko sušenje trenutno još nije alternativa, već prije korisna i prilagodljiva dopuna.
U vakuumu se ne može preporučiti sušenje vrlo vlažnog drva, jer iznad 50- postotne vlažnosti postoji velika opasnost od kolapsa sustava.
Investicijski troškovi vakuumskih komora su dosta visoki, pa zato treba računati na visoke troškove održavanja i obrtanja sredstava.
SUŠENJE U DIELEKTRIČNOM POLJU VISOKE FREKVENCIJE
Posebnost sušenja u dielektričnom polju visoke frekvencije (koje u praksi zovemo visokofrekvencijsko sušenje) nalazi se u neposrednom zagrijavanju drva, jer drvo, kad je postavljeno među ploče kondenzatora, postaje – dielektrik. Toplina u drvu bolje nastaje na mjestima sa višom vlažnošću nego u njegovim suhim dijelovima. Intenzivnost zagrijavanja i postignuta temperatura su ovisni o lokalnoj vlažnosti, koja je obično viša u sredini obrađenih komada. Značaj uspostavljenog temperaturnog polja je u tome, da je stupanj temperature istosmjeran sa stupnjem vlage, što jako dobro utječe na protok vode u drvu. Temperatura u unutrašnjosti obično nadmašuje vrelište te se stoga jako povećava i »unutarnji« pritisak, dok kod povećane razlike tlaka postaje značajna permeabilnost drvnog tkiva.
 Temperatura se na vanjskim površinama dodatno snižava i radi odašiljanja topline u okolinu te kondenzacije vodenih para, koje kapilarnim ili difuzijskim putovima stižu iz unutrašnjosti drva. Na mokrim mjestima i tamo gdje se kondenziraju velike količine vode, drvo se može i pregrijati. Posljedice su nedostaci kakva su obojenja ili čak i pougljenjenje, odnosno termički raspad. Do zapaljenja ili »eksplozije« drva može doći i zbog prevelike snage električnog polja, ako se u drvu nalazi metal, kao i kod anomalijskih posebnosti rasta drva kakve su čvorovi, urasla kora, reakcijsko drvo i smolasti kanali. Zbog iznimno intenzivnog sušenja su izrazitije i dimenzijske i oblikovne promjene pa se na tangencijalnim površinama često mogu pojaviti raspuknuća.
Temperatura se na vanjskim površinama dodatno snižava i radi odašiljanja topline u okolinu te kondenzacije vodenih para, koje kapilarnim ili difuzijskim putovima stižu iz unutrašnjosti drva. Na mokrim mjestima i tamo gdje se kondenziraju velike količine vode, drvo se može i pregrijati. Posljedice su nedostaci kakva su obojenja ili čak i pougljenjenje, odnosno termički raspad. Do zapaljenja ili »eksplozije« drva može doći i zbog prevelike snage električnog polja, ako se u drvu nalazi metal, kao i kod anomalijskih posebnosti rasta drva kakve su čvorovi, urasla kora, reakcijsko drvo i smolasti kanali. Zbog iznimno intenzivnog sušenja su izrazitije i dimenzijske i oblikovne promjene pa se na tangencijalnim površinama često mogu pojaviti raspuknuća.
Visokofrekvencijsko sušenje ubrajamo u protočne sustave. Obrađene komade drva slažemo na metalnu tekuću traku, koja ujedno služi i kao elektroda. Druga elektroda je u sušilu i može se nastaviti u visinu. Zbog intenzivnog ishlapljivanja zrak se brzo vlaži pa se izmjenjuje dodatnim ventilatorima.
Sušenje u dielektričnom polju visoke frekvencije je vrlo brzo, visoke kakvoće te prikladno za zahtjevnije i deblje asortimane drva. Investicijski i obrtni troškovi su visoki, prije svega radi velike uporabe električne energije.
Visokofrekvencijsko sušenje često kombiniramo sa postupkom krivljenja. Elemente moramo prije osušiti ispod točke zasićenja staničnih stijenki, te ih prije stavljanja u visokofrekvencijske tijeske još na prikladana način i toplinski obraditi.
izv. prof. dr. Željko Gorišek, dipl. ing.



